Использование инструмента UNIOR в ремонтно-механических службах
Во время докладов главных механиков неоднократно поднималась тема улучшения оснащенности ремонтно-механических служб и повышение качества их работы. В связи с этим, конечно, обсуждались сложные приспособления и оборудование. Но и ручной инструмент, являющийся более простой составляющей ремонтного процесса, тем не менее, занимает в нем серьезное место. Компания «МаксПрофиЭлектро” является торговым партнером компании «Униор Профешнл Тулз» , которая является дочерним предприятием в России завода UNIOR, находящегося в Словении. Этот завод занимается производством промышленного слесарного инструмента. Компания UNIOR (УНИОР), существующая с 1919 года, является на сегодняшний день одним из серьезнейших европейских производителей кованой продукции и входит в семерку предприятий, лидирующих в Европе в изготовлении профессионального ручного инструмента.
Мы обладаем, пожалуй, одним из самых совершенных и отлаженных технологических циклов среди предприятий этой отрасли, включающим в себя собственный металлургический комбинат и 4 завода, изготавливающие инструмент.
Все они находятся в Словении. Ассортимент ручного инструмента известен большинству, поэтому говорить об этом мы не станем. Вместо этого хотелось бы
остановиться на небольших, но важных особенностях, которые обеспечивают высококачественному инструменту его характеристики и, в конечном счете, влияют на продуктивность работы.

Трудно придумать что-нибудь более простое, чем гаечный ключ (рис. 1). Между тем, существует целый ряд отличительных черт, которые сильно влияют на эффективность его применения. Это и геометрия рукоятки, позволяющая прикладывать большое усилие и развивать более высокий крутящий момент, и форма накидной части, так называемый “динамический профиль”, и наклон головки ключа на 15°, что упрощает работу в труднодоступных местах, и хромо-никелевое многослойное покрытие, предотвращающее коррозию. Наконец, это сам материал, из которого ключ сделан, и технология его изготовления.
В технологии изготовления условно можно выделить 10 основных этапов (в реальности их более 20, но мы говорим о самых значимых). К ним можно отнести (рис. 2) вырубку заготовки (1), а затем ковку (2) – процесс, определяющий основные качественные прочностные характеристики ключа и включающий различное количество этапов в зависимости от его размера. Далее идет удаление грата (3), затем прошивка накидной части (4), а после этого – несколько стадий поверхностной обработки и зачистки (5), маркировка ключа и изгибание (6), в результате чего он и приобретает головку, отогнутую на 15°. Далее следует протяжка под размер (7) рожковой и накидной частей – еще один важный этап. После чего ключ подвергается термической обработке (8) – закалке и отпуску, что еще увеличивает прочностные свойства ключа. Затем, после окончательных операций шлифования и полировки (9), ключ отправляется на гальваническую обработку (10), в ходе которой на него в несколько слоев наносится хромо- никелевое покрытие, обеспечивающее отличные антикоррозионные свойства.
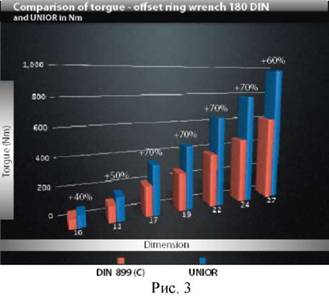
В результате вышеперечисленных операций получается гаечный ключ, значительно превосходящий требования стандартов DIN по прочности. Так, рожковые ключи UNIOR превосходят эти требования на 40%-55%, а комбинированные и накидные ключи (последние относятся к самому высокому классу прочности) на 60%-70%
.
Здесь необходимо вспомнить, что даже простое соответствие характеристик ключа требованиям позволяет ему выдерживать нагрузки, развиваемые человеческой рукой без риска наступления пластической деформации. Несколько слов следует сказать и о динамическом профиле накидной части ключа (рис. 4), который смещает пятно контакта с угла гайки на ее грань. В результате этого появляется целый ряд преимуществ накидного ключа -возможность прикладывать значительно более высокие нагрузки к болтам и гайкам без их повреждения, возможность работы с уже поврежденным крепежом, а также с крепежом, выходящим за пределы допуска; кроме того, облегчается посадка ключа на крепеж. На практике все это обозначает значительное повышение производительности труда.
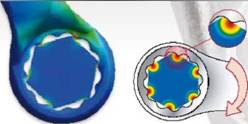
Рис. 4
На одном из авиапредприятий Петербурга применение инструмента UNIOR позволило в 4 раза ускорить проведение ремонтных работ по сравнению с использованием отечественного инструмента. При этом было сохранено около 70% гаек, которые в противном случае выходили из строя.
Торцевые головки UNIOR – еще один простой инструмент, имеющий некие особенности.
К примеру, многие жалуются, что ударные торцевые головки некоторых производителей “рвутся”, то есть выходят из строя при работе с пневматическим или гидравлическим инструментом. Это не удивительно, если посмотреть на их рабочий профиль, представляющий собой обыкновенный шестигранник. А ведь тот же самый динамический профиль, применяемый в торцевых головках UNIOR, выполняет еще одну функцию – снимает концентрацию напряжения, которая неизбежно возникает на углу внутреннего 6-гранника. Основным же “козырем”, обеспечивающим выдающуюся прочность торцевых головок UNIOR, является применение при их изготовлении достаточно редкого на сегодняшний день метода холодной высадки. Под воздействием высокой нагрузки из заготовки, нагретой до небольшой температуры буквально ” выдавливается” торцевая головка. При этом в ней не возникает внутренних напряжений, неизбежных при применении ковки, поэтому операция отпуска не применяется. В результате этого точность изготовления рабочего профиля головки повышается. Применение холодной высадки позволяет добиться прочностных характеристик значительно, превышающих требования. Этому же способствуют и материалы, из которых делаются торцевые головки UNIOR – СгV сталь для
обычных головок и
Применение обычных (не ударных) торцевых головок невозможно без использования приводов -воротков и реверсивных ключей (также называемых трещотками). Вот несколько нюансов, улучшающие эксплуатационные характеристики реверсивных ключей UNIOR (на примере трещотки Ѕ” – рис. 5). Во-первых, это сам реверсивный механизм, с рабочей шестерней в 75 зубьев, что обеспечивает ему угол хода в 4,8°. Это позволяет применять трещотку в труднодоступных местах и значительно облегчает работу в некоторых случаях. Запирающий стопор в храповом механизме имеет 12 зубьев, что обеспечивает надежную фиксацию в заданном положении и позволяет прилагать к трещотке высокие нагрузки. Само тело трещотки выковано из инструментальной высоколегированной стали. Как результат мы имеем инструмент с малым углом хода (в традиционной конструкции угол поворота составляет 9,5°) и высокой прочностью. Но и это еще не все. Кнопка, расположенная на головке реверсивного ключа позволяет легко снимать и надевать торцевую головку на посадочный квадрат, обеспечивая ее прочную фиксацию во время работы. Дополняет конструкцию эргономичная двухкомпонентная рукоятка.
Рис. 6
Даже такой простой инструмент, как отвертка, имеет множество специфических черт (рис 6). Во-первых, это, конечно, стержень отвертки, выкованный из СгVМо стали. Наконечник индукционно закален и подвергнут термохимической обработке, в то время, как сам стержень защищен от коррозии гальваническим покрытием. Во-вторых, это трехслойная эргономичная рукоятка отвертки. Она отливается на готовом стержне слой за слоем и это обеспечивает очень прочное их соединение между собой. Верхние слои, изготовленные из мягкого пластика и устойчивые к воздействию агрессивных сред, обеспечивают отличный контакт с рукой и имеют высокий коэффициент трения. В сочетании с формой рукоятки это способствует повышению передачи крутящего момента по сравнению с обычной пластиковой ручкой. Наконец, шестигранник в основании стержня служит для увеличения крутящего момента с использованием гаечного ключа или переставных клещей. Предусмотрена даже такая мелочь, как плоский край в нижней части ручки – это предотвращает скатывание отвертки с наклонной поверхности.
Хочется остановиться также на американском трубном ключе, весьма распространенном в нефтяной отрасли (рис. 7). К нему предъявляется всего несколько основных требований – прочность рукоятки, прочность разводного механизма и стойкость рабочих губок. Рукоятка ключа куется из специального сплава и подвергается дополнительной термической обработке. Благодаря этому ключ можно использовать при очень высоких нагрузках. Губки ключа тоже куются, а кроме этого подвергаются закалке в масле. Насечка на губках изготавливается с помощью протяжки, так же как рабочие профили на гаечных ключах, после чего дополнительно подвергаются индукционной закалке.
Наконец, болторез (который еще называют арматурными ножницами) – еще один пример того, как можно улучшить функциональные возможности обычного инструмента (рис. 8). В дополнение в полым рукояткам с переменным профилем сечения – очень прочным и одновременно легким – снабженным эргономичными пластиковыми ручками, а также сменным режущим губкам, выкованным из специальной стали и подвергнутым термической обработке и индукционной закалке, конструкция болтореза включает две резиновые вставки в местах соприкосновения рукояток. Эта конструкционная доработка позволяет значительно снижать воздействие вибрации, возникающей в момент откусывания арматуры – что особенно важно, когда рабочий совершает много таких операций в течение дня.

Таким образом, становится очевидно, что применение высококачественного инструмента не только повышает производительность труда, увеличивая скорость и качество работы, что весьма актуально сегодня, когда требования к срокам проведения ремонтных работ весьма жесткие. Это позволяет снизить утомляемость и травматизм за счет высокой эргономичности изделий, а также уменьшить расходы на проведение ремонтных работ.
Наконец, применение качественного инструмента позволяет снизить расходы на его приобретение в долгосрочной перспективе.